
轴承开料切割机是中小型轴承制造通用设备之一,用于把棒料切割成一定厚度的轴承内圈、外圈坯料。
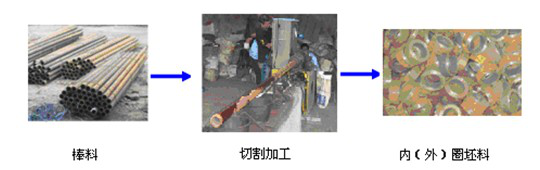
图 1 轴承内外圈坯料切割
浙江某机械有限公司生产的某型数控割料机,采用两套750W伺服系统,负责切割刀具的X轴和Y轴的进给控制。现有产品大多采用英威腾伺服产品,性能上可以满足控制要求。也少量采用过汇川伺服产品,但因汇川伺服产品价格较高且性能不理想,市场份额不多。我公司AS100伺服系统能否满足控制要求?会有怎样的性能表现呢?在国产伺服竞技场上会取得怎样的成绩呢?初次亮相令人期待!
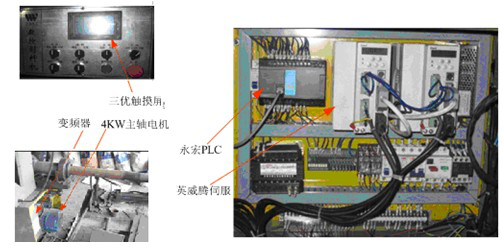
图 2开料切割机电气组成
伺服驱动器在应用时工作在位置模式。
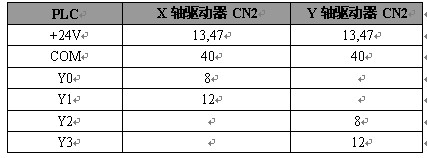
表1
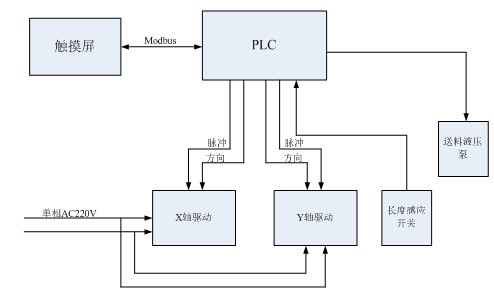
图 3系统运动控制电气关系图

调试过程
为了尽快地解决问题,于是开始检测传动机构。由于测试机器运行时间比较长,丝杆在运动的时候已经有些不顺畅了。为了让克服由于丝杆不顺畅而导致的运动平稳性变差,于是把速度环的比例增益设置为250,积分时间设置为5。电流环的比例增益设置为220。同时分析加工过程中的加工时序(如图5所示)。经过仔细分析能影响加工重复性和精度的主要是Y轴,为了保证加工精度除了客户放映的响应要够快外,还应确保Y轴运动的平稳性,速度波动尽可以的少,才能确保加工的重复性。为此采用高电流环、高速度环增益、中度位置环增益同时通过前馈提高位置环响应的控制策略。既提高速度平稳性的同时,又提高响应速度。于是将位置环增益设置为200,前馈增益设置为40。继续加工工件测试,加工了20多个零件后,加工精度可以满足要求,于是继续测试,加工到30多个左右发现误差慢慢加大,有累计误差出现。根据工艺特点出现累计误差的最大可能性是驱动器响应还不够快,于是将前馈由40增加到50,继续测试。测试两个多小时后,发现加工稳定,能满足加工要求。
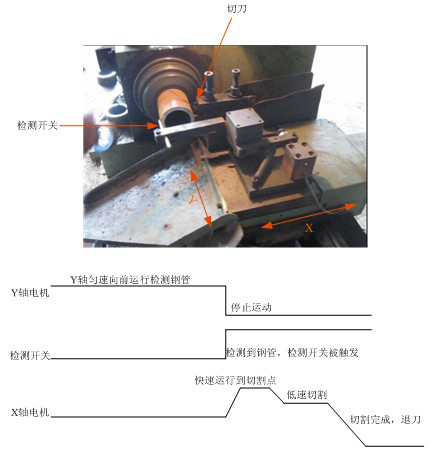
图 5 加工时序图