
冷镦机是在常温下将钢坯镦成一定形状的产品。随着生产技术的不断发展和进步,全自动冷镦机已广泛应用于汽车、机械零部件制造。
一、概述
冷镦机是在常温下将钢坯镦成一定形状的产品。随着生产技术的不断发展和进步,全自动冷镦机已广泛应用于汽车、机械零部件制造。该设备全自动化完成批量专业化生产螺帽、螺母等双击整模标准件,从辊轮进料,依次切断,压角冲孔成形,一机完成,省去费时且昂贵的退火工序。工位采用水平排列,主传动为二级传动,主滑块的驱动采用压力肘杆结构,飞轮和传动轴的连接采用气压摩擦离合器。
我公司某厂一6台冷墩机是20世纪50年代从前苏联进口的设备,是飞机铆钉的专用生产设备。70年代初,曾将电气控制系统改造为可控硅直流调速系统,至今已服役了30多年,电机整流子严重磨损,控制箱元器件老化严重,已无法保证加工精度要求。经分析,决定采用变频调速智能控制系统进行改造。
二、工作原理
在室温下把棒材或线材的顶部加粗的锻造成形方法。冷镦主要用於制造螺栓、螺母、铁钉、铆钉和钢球等零件。锻坯材料可以是铜、铝、碳钢、合金钢、不锈钢和钛合金等,材料利用率可达80~90%。冷镦多在专用的冷镦机上进行,便於实现连续、多工位、自动化生产。在冷镦机上能顺序完成切料、镦头、聚积、成形、倒角、搓丝、缩径和切边等工序。生产效率高,可达300件/分以上,最大冷镦工件的直径为48毫米。棒料由送料机构自动送进一定长度,切断机构将其切断成坯料,然后由夹钳传送机构依次送至聚积压形和冲孔工位进行成形。
三、系统配置
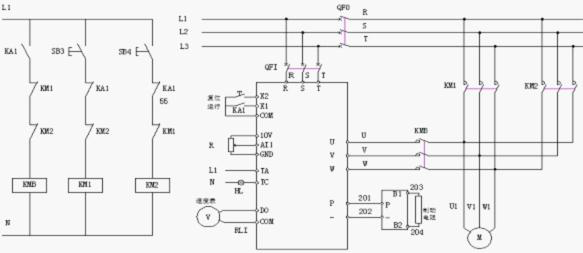
变频调速系统原理图
调速电位器(R)接至变频器的外部给定调节输入点(10V、AI1、AGND),调节变频器的输出频率在0~50Hz范围内改变,从而实现对变频电机的无级调速;将控制柜面板上的数显表接至变频器的输出频率点(DO、COM),在数显表上动态显示电机的转速;将报警灯接至变频器的继电器输出点(TA,TC),当变频器工作异常时报警。
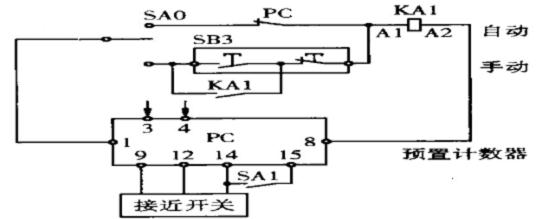
智能型仪表控制系统原理图
在计数器面板上设定加工零件的总数;在计数器的信号输入点(9、12、14)接入NPN型接近开关(SQ)。冷墩机每加工完成一个零件,接近开关发出一个信号给计数器,在显示屏上显示。计数器在显示零件加工数量的同时,对预先设置的加工总数进行减1操作,当预置数减为0时,辅助输出常闭触点(3、4)断开,使中间继电器KA1失电,设备停止运行。为防止在自动加工过程中计数器设定的数据被他人更改,在计数器键保护输入点(14、15)接一钥匙开关(SA1),操作者设定完相关参数以后,旋动SA1可以将计数器操作面板上的所有键锁定保护。
当加工工件达到预设数值时,设备自动停止工作,等待新的任务。当加工过程中中间需要停机续料或因故障停机时,零件加工数量保持年限最大可达10年,重新启动时可以接着计数。计数器可以通过操作面板和背后按钮进行复位,操作简便,维护方便。
四、系统优点
1. 由于使用了变频调速,可以根据加工件工艺要求无极的实现速度调节。
2. 使用了变频控制后,机器在启动停止时平滑无冲击,延长了机械使用寿命。
3. 在电机过载或其它异常情况下,变频保护功能动作,保证了设备的安全。
4. 可通过与PLC配合使用,实现全自动化的加工过程。
变频器选用6000系列,该系列变频器具有以下特点:
l 采用电机专用高速32位CPU
l 低频特性好,力矩可自动提升
l 电流实时调节,动态响应好
l 数字输入输出接口功能丰富,可根据需要自行定义接口功能
l 具有2路模拟量输入,2路模拟量输出,1路频率信号输出
l 专门接地设计,电磁兼容性好
l 丰富的运行参数实时监控功能,随时掌握机器运行状况
l 完善的故障保护功能及掉电存储功能
采用智能型可逆预置数计数器与接近开关配合,以实现零件加工数量显示。该计数器具有以下特点:采用开关电源,电压适应范围大,抗干扰能力强;直接显示实际值,并可设定显示有效小数位数;键盘设定,LCD带背光源显示,操作简单;5种计数输入模式,4种输出模式,自动复位时间0.01~9.99s可调;使用键盘锁定功能,根据要求锁定不需要使用的键,防止误操作。